SUS溶接(ステンレス溶接)とは?
― ステンレス溶接で重要なポイント ―
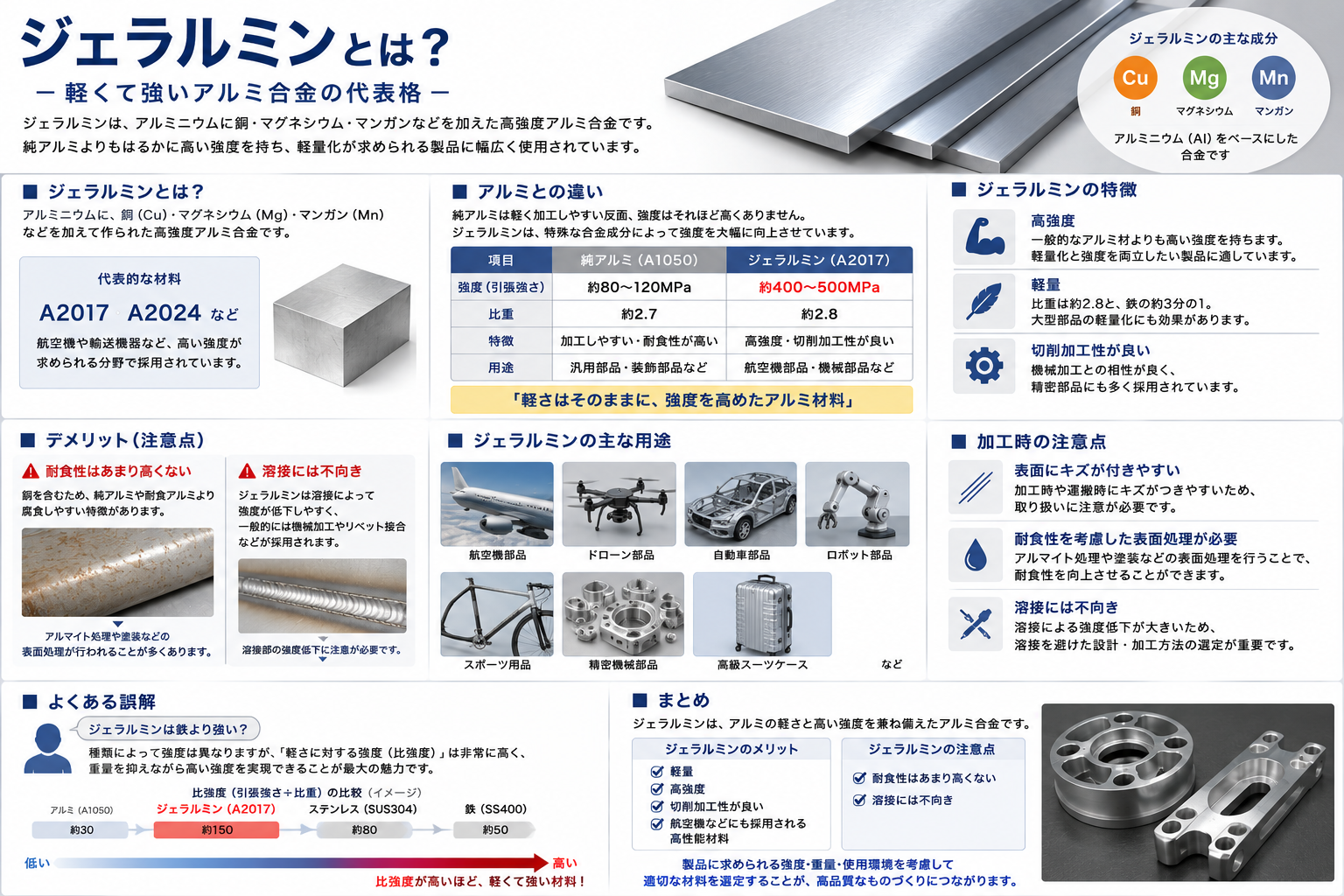
ステンレス(SUS)は、耐食性や美観に優れた材料ですが、
実は「溶接が難しい材料」とも言われています。
精密板金加工では、
筐体・カバー・架台・食品機器など、
多くの製品でSUS溶接が行われています。
しかし、鉄(SPCC)と同じ感覚で溶接すると、
焼け
歪み
錆び
強度低下
などの問題が発生しやすくなります。
今回は、SUS溶接の特徴と注意点を分かりやすく解説します。
合わせてこちらもご覧ください↓
精密板金加工で使われる金属の種類と用途
SPCCとSECCの違いとは?|材料選定で品質とコストが変わる理由
SPCCがサビる理由と対策|錆びやすい材料をどう扱うかで品質が変わる
SECCでも錆びる?その原因と注意点 |メッキの限界を理解することが材料選定のカギ
材料によって加工方法を変える理由|「図面通り+α」が品質を決める
SPCCとSPHCの違いとは?|冷間材と熱間材の違いを理解する
SUS材とは?| ステンレス鋼の特徴と使い分け
SUSの種類とは?
精密板金の溶接種類4選
TIG溶接の特徴とメリット・デメリット|精密板金加工で重宝される理由
ファイバーレーザー溶接のメリットとデメリット | 次世代の高効率溶接技術
半自動溶接のメリットとデメリット |大量生産に適した溶接方法
YAG溶接のメリットとデメリット | 精密板金加工に適したレーザー溶接
なぜSUS溶接は難しいのか?
ステンレスは熱の影響を受けやすい材料です。
特にSUS304などは、
熱膨張が大きい
熱が逃げにくい
加熱で変色しやすい
という特徴があります。
そのため、溶接時に歪みや焼けが発生しやすくなります。
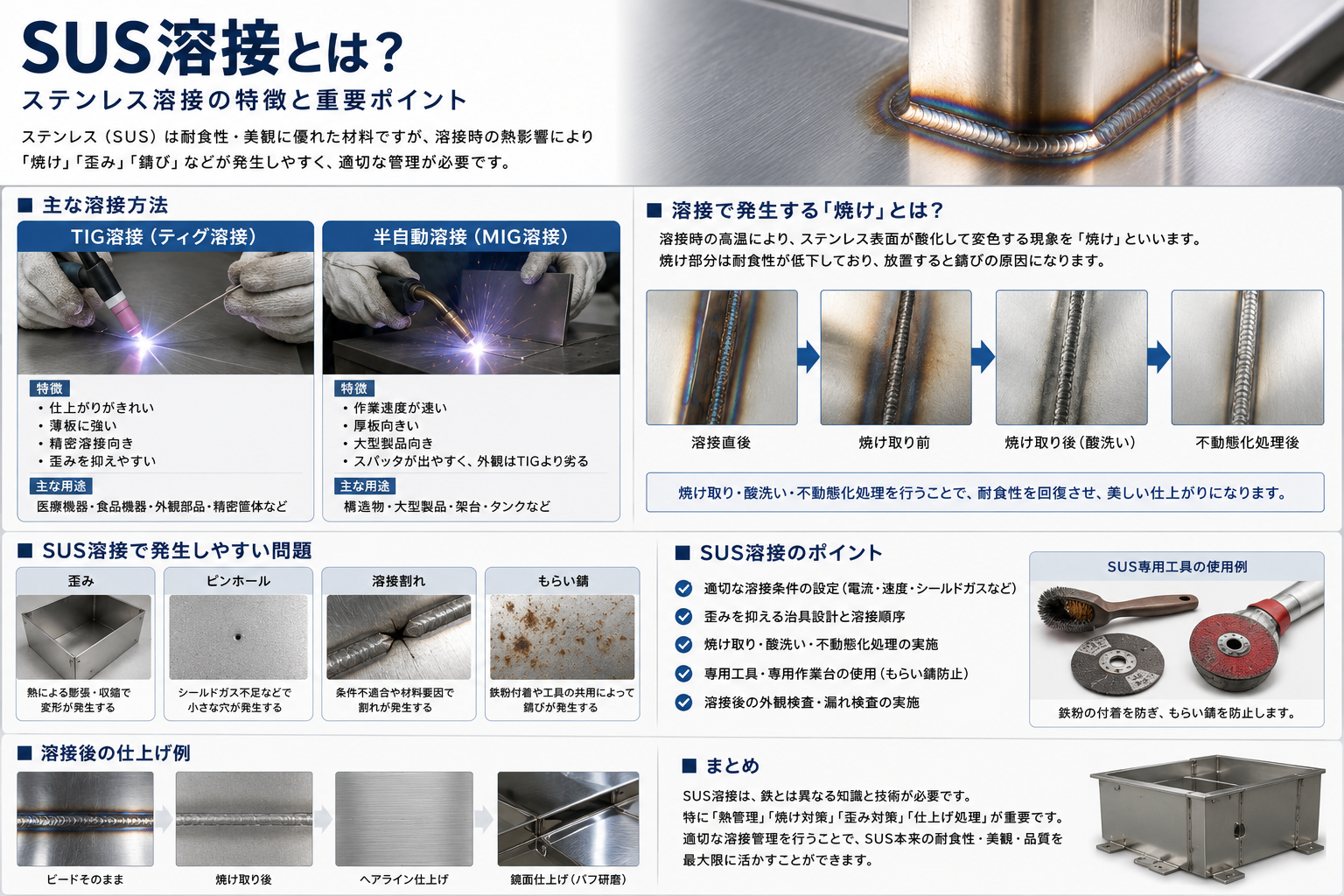
SUS溶接でよく使われる方法
●TIG溶接(ティグ溶接)
精密板金で最も多く使われる方法です。
特徴
仕上がりがきれい
薄板に強い
精密溶接向き
歪みを抑えやすい
主な用途
医療機器
食品機器
外観部品
精密筐体
→「見た目重視」の溶接方法
● 半自動溶接(MIG溶接)
生産性重視の溶接です。
特徴
作業速度が速い
厚板向き
大型製品向き
注意点
スパッタが出やすい
外観品質はTIGより劣る
→ 構造物や大型製品向け
SUS溶接で発生する“焼け”とは?
溶接後に茶色や青色に変色する現象を
「溶接焼け」と言います。
これは高温で酸化した状態です。
実はこの焼け部分は、
→ 耐食性が低下しています
つまり、放置すると錆びの原因になります。
焼け取りが重要な理由
SUS溶接では、溶接後に
焼け取り
酸洗い
不動態化処理
を行うことがあります。
これにより、
表面をきれいにする
耐食性を回復させる
ことができます。
特に食品機器や医療関係では重要な工程です。
SUS溶接で発生しやすい問題
◎ 歪み
熱膨張が大きく、変形しやすい
◎ ピンホール
ガス不足などで穴が発生
◎ 溶接割れ
条件不適合で発生
◎ もらい錆
鉄粉付着による錆び
【もらい錆】に注意
ステンレス自体ではなく、
鉄粉
グラインダー共有
作業台
などから錆びることがあります。
これを「もらい錆」と言います。
そのため現場では、
SUS専用工具
SUS専用作業場
を分けることもあります。
精密板金で重要なポイント
SUS溶接では、
外観品質
歪み管理
焼け対策
仕上げ品質
が非常に重要です。
特に精密板金では、
「溶接できればOK」ではなく、
→ “見た目まで含めて品質”
が求められます。
SUS溶接は、鉄とは違う知識と技術が必要です。
特に重要なのは、
熱管理
焼け対策
歪み対策
仕上げ処理
です。
適切な溶接管理を行うことで、
SUS本来の耐食性・美観・品質を最大限に活かすことができます。