YAG溶接のメリットとデメリット | 精密板金加工に適したレーザー溶接
YAG(ヤグ)溶接は、固体レーザーを光源として使用する溶接方法で、精密板金加工や電子部品、医療機器の分野で多く活用されています。
微細な溶接が可能で、高精度な仕上がりを実現できる点が特徴です。ここでは、既に知られている強みに加えて、YAG溶接のその他のメリットとデメリットを紹介します。
こちらもあわせてご確認ください↓
精密板金の溶接種類4選
TIG溶接のメリットとデメリット
半自動のメリットとデメリット
ファイバーレーザー溶接のメリットとデメリット
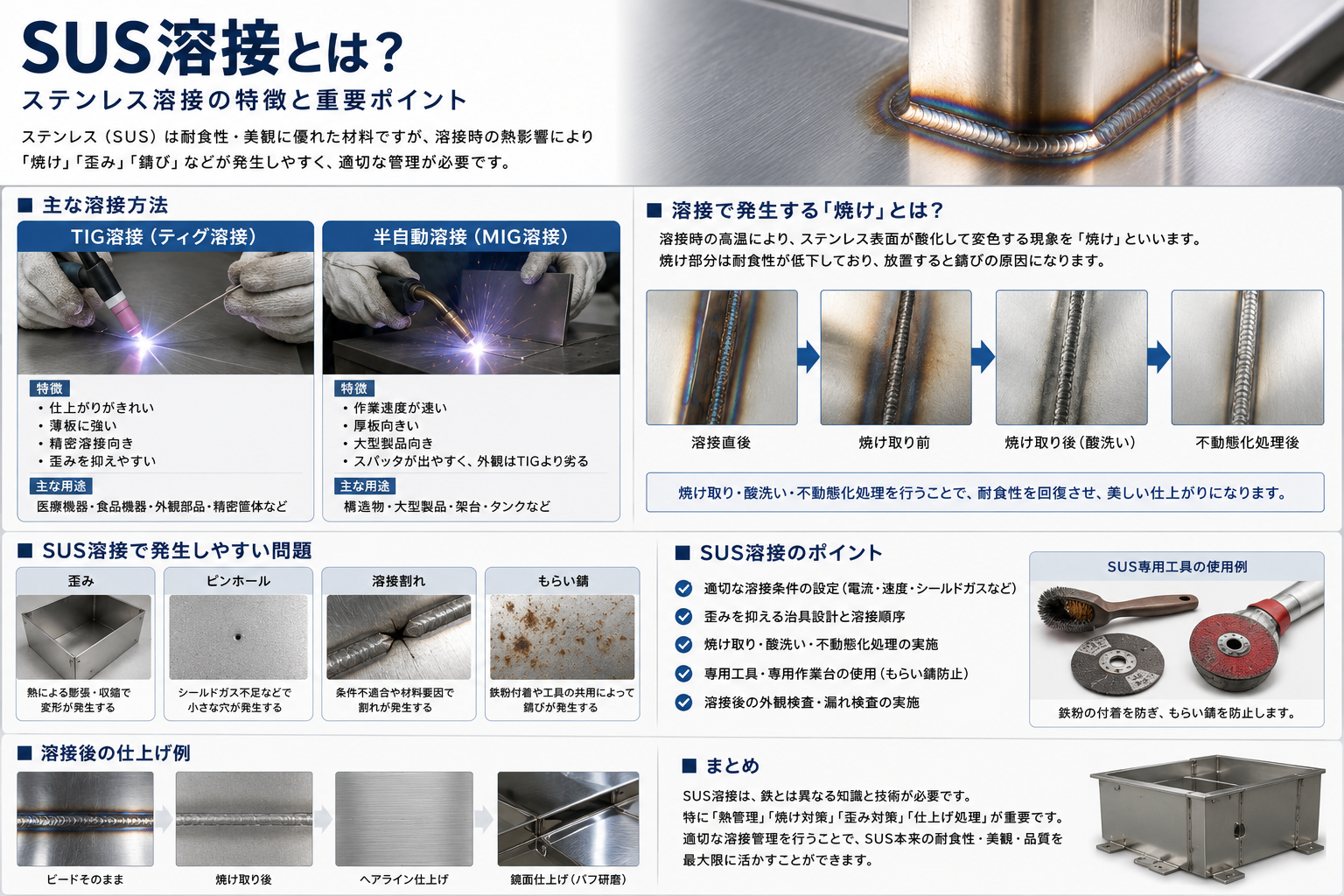
SUS溶接とは?
YAG溶接のメリット
多様な材質への適応
鉄・ステンレス・アルミニウムなど幅広い金属に対応できます。特に導電性が高い材料や反射率が高い材料でも適用できるため、部品設計の自由度が広がります。
微細加工に強い
レーザーのビーム径を極めて細く絞れるため、極小サイズのスポット溶接や複雑な形状の部品加工に有効です。電子部品や医療機器など、小型で繊細な部品にも対応可能です。
自動化との相性が良い
ロボットやNC装置と組み合わせやすく、安定した品質を確保できます。大量生産や繰り返し精度が求められる製品に適しています。
熱影響が少なく仕上がりが美しい
局所的にエネルギーを集中させるため、母材全体の熱変形を最小限に抑えられます。さらに、ビード幅が狭く、見た目にも美しい仕上がりを実現できます。

YAG溶接のデメリット
設備コストが高い
レーザー発振器や制御装置などの導入コストが高額で、初期投資が大きな課題となります。
厚板加工には不向き
レーザーのエネルギーが表面に集中するため、厚板の深い溶け込みが必要な加工には適しません。
維持・管理に専門知識が必要
光学部品やレーザー発振器のメンテナンスに専門性が求められ、定期的な保守が欠かせません。
反射材には注意が必要
アルミや銅など反射率の高い金属では、溶接条件の最適化が不可欠です。条件設定を誤ると安定した溶接ができない場合があります。
YAG溶接の事例紹介|医療機器向け微細部品の高精度接合
背景
医療機器の製造においては、微細部品を歪みなく接合する高精度な溶接技術が求められます。
当社でも「従来工法では熱による変形が発生しやすい」という課題がありました。
採用した溶接方法|YAG溶接
当社では、レーザーの集光性に優れた YAG溶接 を採用。
局所的に熱を加えることで、母材への影響を最小限に抑え、精密かつ歪みの少ない接合を実現しました。
加工の工夫・ポイント
板厚0.3mmの部品に対応するため、出力条件を最適化
外観品質を重視し、表面仕上げにも配慮
微細部品でも安定した精度を確保
成果
社内評価試験では、
「変形がほとんどない」
「意匠性を損なわない」
という結果を確認。
この成果は、その後の医療機器部品の量産工程にも展開されました。
当社のYAG溶接が選ばれる理由
±0.01mmの精度管理が可能
医療機器・産業機器・通信機器など高精度を求められる業界で実績
一貫生産体制により、設計から表面処理・検査まで対応可能
現場の声
実際に加工を担当した現場からは、次のような評価が上がっています。
外観が良い
溶接ビードがきれいで、仕上げ後も美観を損なわない。
加工スピードが早い
レーザー制御が安定しており、短時間で高精度な接合が可能。
歪みが少ない
熱影響が小さいため、従来工法と比べて変形が大幅に減少。
YAG溶接は、高精度で微細な溶接を可能にするレーザー加工技術です。微小部品や寸法精度を重視する製品に適しており、自動化による安定品質の確保も可能です。
一方で、設備投資の大きさや厚板加工の制約といった課題もあるため、用途や製品に応じて適切に選択する必要があります。